 English
English Español
Español عربى
عربى
محتوى
- 1 رطب أو جاف: الحل المباشر لشحذ أسطوانة دراجة نارية
- 2 ما الذي يفعله الشحذ فعليًا لأسطوانة دراجة نارية؟
- 3 لماذا يتفوق الشحذ الرطب على الشحذ الجاف لأسطوانات الدراجات النارية؟
- 4 أنواع المعازق المستخدمة في أسطوانات الدراجات النارية
- 5 اختيار مادة التشحيم المناسبة لأعمال أسطوانات الدراجات النارية
- 6 كيفية صقل أسطوانة دراجة نارية: عملية خطوة بخطوة
- 7 مواد أسطوانة الدراجة النارية وكيفية تأثيرها على أسلوب الشحذ
- 8 الاختلافات في شحذ أسطوانة الدراجة النارية ثنائية الأشواط مقابل رباعية الأشواط
- 9 أخطاء الشحذ الشائعة التي تدمر تجاويف أسطوانة الدراجة النارية
- 10 الخلوص من المكبس إلى الجدار وأهمية شحذ الدقة
- 11 متى يجب الصقل ومتى يتم إرسال أسطوانة الدراجة النارية إلى ورشة الآلات
- 12 اقتحام حلقة بعد شحذ أسطوانة دراجة نارية
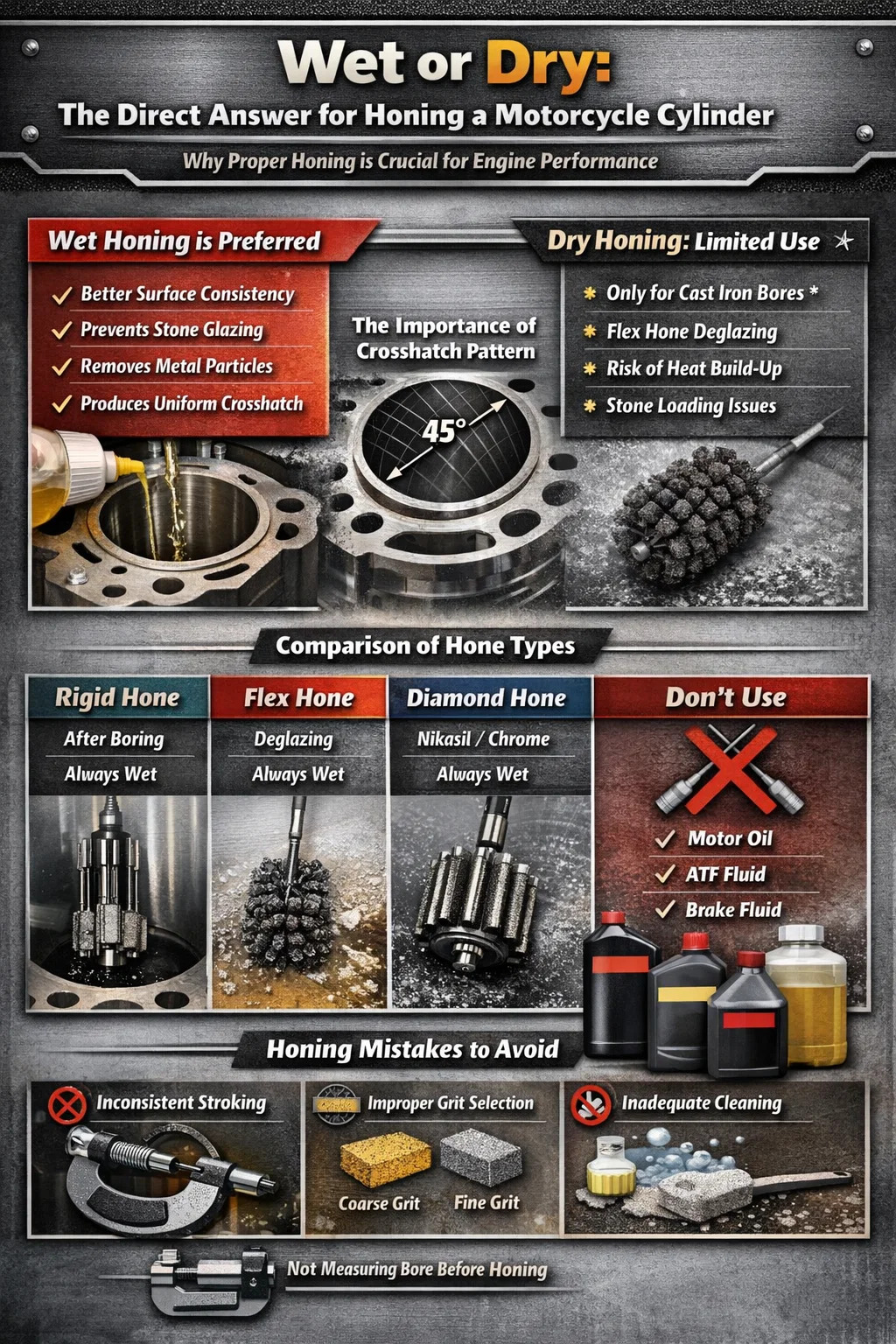
رطب أو جاف: الحل المباشر لشحذ أسطوانة دراجة نارية
عند شحذ أ اسطوانة دراجة نارية , الشحذ الرطب هو الطريقة الموصى بها في معظم المواقف . إن استخدام زيت الشحذ أو مادة تشحيم خفيفة تعتمد على البترول أثناء العملية يزيل الجزيئات المعدنية، ويحافظ على قطع الشحذ نظيفًا، ويمنع تزجيج الحجارة الكاشطة، وينتج نمطًا أكثر تناسقًا على جدار التجويف. يتم استخدام الشحذ الجاف فقط في سيناريوهات محددة للغاية - عادةً مع شحذ فرشاة مرنة معينة على تجاويف الحديد الزهر - وحتى ذلك الحين، غالبًا ما يفضل الميكانيكيون ذوو الخبرة رذاذًا خفيفًا من مواد التشحيم على الأقل.
هذه الإجابة مهمة لأن الخطأ فيها يؤثر بشكل مباشر على مدى جودة حلقات المكبس. يؤدي العمل السيئ على أسطوانة دراجة نارية إلى استهلاك الزيت، وضعف الضغط، وتآكل الحلقة المبكر، والمحرك الذي لا يعمل أبدًا بالطريقة التي ينبغي أن يعمل بها. سواء كنت تعيد بناء دراجة ذات أسطوانة واحدة سعة 250 سي سي أو دراجة مزدوجة على شكل حرف V كبيرة التجويف، فإن فهم عملية الشحذ بالتفصيل أمر غير قابل للتفاوض.
ما الذي يفعله الشحذ فعليًا لأسطوانة دراجة نارية؟
الشحذ عبارة عن عملية تصنيع جلخ تعمل على تحسين السطح الداخلي لتجويف الأسطوانة. إنه يخدم غرضين أساسيين: تصحيح العيوب الهندسية البسيطة التي خلفتها الحفر، وإنشاء نسيج سطحي محدد - نمط التظليل المتقاطع - الذي يحمل زيت المحرك ويسمح لحلقات المكبس بالجلوس بشكل صحيح على جدار التجويف.
عندما يتم ملل أسطوانة دراجة نارية لقبول المكابس كبيرة الحجم، أو عند تجديد أسطوانة مستعملة، يُترك سطح التجويف بلمسة نهائية خشنة نسبيًا من قضيب التجويف. يعمل الشحذ على تحسين هذا السطح وصولاً إلى متوسط خشونة دقيق (Ra)، يتم قياسه عادةً بالميكرو بوصة أو الميكروميتر. تحدد معظم الشركات المصنعة لأسطوانات الدراجات النارية قيمة Ra للتجويف النهائي بين 15 و30 ميكروبوصة (حوالي 0.38 إلى 0.76 ميكرومتر) بالنسبة للحديد الزهر التقليدي أو التجاويف المبطنة بالكروم، على الرغم من أن البطانات المركبة من نيكاسيل والسيراميك لها مواصفات أكثر صرامة.
زاوية التظليل لا تقل أهمية. إن التظليل المتقاطع بزاوية 45 درجة - مما يعني أن علامات الشحذ تتقاطع عند 45 درجة تقريبًا على كل جانب - هو المعيار الصناعي لمعظم محركات الدراجات النارية رباعية الأشواط. تخلق هذه الزاوية قنوات صغيرة توزع الزيت بالتساوي عبر التجويف بينما تنزلق الحلقات لأعلى ولأسفل، مما يؤدي إلى إغلاق غازات الاحتراق مع منع دخول الزيت الزائد إلى غرفة الاحتراق.
مصطلحات الملمس السطحي التي تحتاج إلى معرفتها
- Ra (متوسط الخشونة): متوسط انحراف السطح عن الخط المسطح تمامًا، ويقاس بالميكروبوصة أو الميكرومتر. هذه هي المواصفات الأكثر شيوعا.
- Rz (متوسط عمق الخشونة): متوسط أعلى خمس قمم وأعمق خمسة أودية على طول محدد. أكثر صلة بسلوك الجلوس الدائري.
- Rk (عمق الخشونة الأساسية): تستخدم في مواصفات شحذ الهضبة - تؤثر هذه القيمة على احتباس الزيت دون زيادة تآكل الحلقة.
- زاوية التقاطع: الزاوية التي تترك بها الحجارة علامات على جدار التجويف. الضحلة جدًا تبطئ الجلوس الدائري؛ شديد الانحدار يسبب الإفراط في استهلاك الزيت.
لماذا يتفوق الشحذ الرطب على الشحذ الجاف لأسطوانات الدراجات النارية؟
تشرح الكيمياء والفيزياء وراء الشحذ الرطب سبب إحداث التشحيم فرقًا كبيرًا. عندما تقطع الحجارة الكاشطة المعدن دون تشحيم، تتفاقم العديد من المشاكل بسرعة.
تراكم الحرارة يدمر اتساق السطح
الشحذ الجاف يولد الحرارة من خلال الاحتكاك. حتى عند سرعات الحفر المعتدلة - عادةً ما بين 300 إلى 500 دورة في الدقيقة لتجويف أسطوانة الدراجة النارية - يمكن أن يؤدي الشحذ الجاف إلى رفع درجة حرارة سطح التجويف بما يكفي للتسبب في تآكل غير متناسق. يتمدد المعدن أثناء تسخينه، مما يعني أن قطر التجويف الذي تقيسه بين الأشواط ليس هو نفس القطر الذي يعود إليه التجويف في درجة حرارة الغرفة. وهذا يمثل مشكلة خاصة في أسطوانات الألومنيوم، التي لديها معامل تمدد حراري أعلى (حوالي 23 × 10⁻⁶/درجة مئوية) مقارنة بالحديد الزهر (حوالي 11 × 10⁻⁶/درجة مئوية). يمكن أن يؤدي ارتفاع درجة الحرارة بمقدار 50 درجة فهرنهايت (28 درجة مئوية) في تجويف الألومنيوم إلى تغيرات في الأبعاد تتراوح من 0.001 إلى 0.002 بوصة - بما يكفي لإفساد مواصفات الخلوص الضيق من المكبس إلى الجدار.
تحميل الجسيمات المعدنية يسد عملية الشحذ
عندما يقوم الشحذ بكشط تجويف الأسطوانة، يتم إطلاق جزيئات معدنية صغيرة. وبدون تشحيم لحمل هذه الجزيئات بعيدًا، فإنها تصبح مدمجة في الحجارة الكاشطة - وهي عملية تسمى التحميل. لم يعد الشحذ المحمل يقطع بشكل نظيف؛ وبدلاً من ذلك، يقوم بتلميع السطح، وتلطيخ المعدن عبر التجويف بدلاً من قطعه. ينتج عن ذلك سطحًا يبدو أملسًا ولكن يتميز بخصائص احتجاز الزيت الضعيفة. عندما تتلامس حلقات المكبس مع التجويف المصقول، فإنها لا تستطيع الاختراق بشكل صحيح لأنه لا توجد أودية صغيرة لاحتجاز الزيت أثناء فترة التشغيل الأولية عالية الاحتكاك.
يؤدي الشحذ الرطب إلى إنتاج تظليل متقاطع أكثر اتساقًا
يعمل زيت الشحذ كمبرد وسائل للقطع. فهو يقلل الاحتكاك بين الحجارة والتجويف، مما يسمح للمادة الكاشطة بالقطع بشكل متسق طوال الشوط. والنتيجة هي زاوية تقاطعية أكثر اتساقًا وقيمة Ra أكثر اتساقًا من أعلى إلى أسفل التجويف. تظهر الدراسات التي تقارن نتائج الشحذ الرطب والجاف باستمرار أن التجاويف المشحونة بالرطب تحقق تفاوتات أكثر إحكامًا لـ Ra، مع اختلاف يتراوح من ±2 إلى ±3 ميكروبوصة مقارنة بـ ±6 إلى ±10 ميكروبوصة للتجويف المشحون جافًا في نفس الظروف.
عندما يكون الشحذ الجاف مقبولا
هناك حالات ضيقة يتم فيها استخدام الشحذ الجاف أو التسامح معه. يمكن أحيانًا استخدام الشحذ المرن (شحذ الكرة أو شحذ "فرشاة الزجاجة") على تجويف الحديد الزهر لعملية إزالة الزجاج السريعة - وليس لإزالة المواد بشكل كبير - جافًا أو مع الحد الأدنى من التشحيم. إن الطبيعة الناعمة للحديد الزهر والتصميم المرن المتمركز ذاتيًا لشحذ الفرشاة يجعلها أكثر تسامحًا إلى حد ما. ومع ذلك، حتى في هذا السيناريو، يقوم معظم صانعي المحركات المحترفين بتطبيق رذاذ خفيف على الأقل من ود-40 أو الكيروسين أو زيت الشحذ المخصص قبل تشغيل الشحذ المرن لأن النتائج أفضل بشكل ملحوظ مع التشحيم من دونه.
أنواع المعازق المستخدمة في أسطوانات الدراجات النارية
ليست كل أدوات الشحذ متماثلة، ونوع الشحذ الذي تستخدمه يغير كلاً من التقنية ومتطلبات التشحيم. تأتي أسطوانات الدراجات النارية في مجموعة واسعة من أقطار التجويف - من حوالي 38 ملم في المحركات الصغيرة ثنائية الشوط إلى أكثر من 100 ملم في المحركات ذات الإزاحة الكبيرة على شكل حرف V - ويجب أن تتوافق أداة الشحذ مع حجم التجويف والمهمة التي تقوم بها.
أحجار شحذ صلبة (شحذ محمل بنابض)
هذا هو النوع الأكثر استخدامًا في محلات ماكينات محركات السيارات والدراجات النارية. يتكون الشحذ الصلب من حجرين أو ثلاثة أحجار كاشطة مثبتة على أذرع محملة بنابض والتي تضغط على جدار التجويف تحت ضغط متحكم فيه. تتوفر الأحجار بحبيبات مختلفة تتراوح عادةً من 80 إلى 400 حصى. تُستخدم الحبيبات الخشنة (80-120) عند إزالة المواد بعد التجويف، بينما تُستخدم الحبيبات الدقيقة (220-400) لإنهاء وإنتاج نمط التظليل النهائي.
تتطلب الشحذات الصلبة مثقابًا صلبًا أو آلة شحذ تحافظ على ثبات عدد الدورات في الدقيقة وسرعة التمسيد. بالنسبة لأسطوانات الدراجات النارية، يستخدم معظم الفنيين مثقابًا كهربائيًا عند حوالي 300-450 دورة في الدقيقة مع معدل التمسيد الذي ينتج علامات التظليل المتقاطع بزاوية 45 درجة. الصيغة بسيطة: سرعة التمسيد (بوصة في الدقيقة) = دورة في الدقيقة × محيط التجويف × تان (زاوية التظليل المتقاطع/2) . بالنسبة إلى التجويف مقاس 90 مم عند 400 دورة في الدقيقة والذي يستهدف التظليل المتقاطع بزاوية 45 درجة، يصل هذا إلى ما يقرب من 45-55 ضربة في الدقيقة.
Flex-Hone (شحذ الكرة أو شحذ الفرشاة)
إن الشحذ المرن عبارة عن عمود مرن به كرات كاشطة متصلة على فترات. إنها تتمركز ذاتيًا وتتبع التجويف بشكل طبيعي، مما يجعلها متسامحة مع ميكانيكيي الأعمال اليدوية الذين ليس لديهم أداة شحذ صلبة. تتفوق أدوات الصقل المرنة في إزالة الزجاج - إزالة السطح المصقول والمصلب من تجويف الأسطوانة المستخدم - وتكون فعالة في إنتاج تشطيب مصقول على التجاويف الموجودة بالفعل ضمن المواصفات من حيث الأبعاد.
يتراوح الحصى المتوفر للشحذ المرن من 60 إلى 800. بالنسبة لمعظم أعمال إزالة زجاج أسطوانات الدراجات النارية، يكون الشحذ المرن 240 أو 320 حصى مناسبًا. يجب دائمًا استخدام المرنات المرن وهي رطبة - تنص الشركة المصنعة Brush Research Manufacturing (صانعة العلامة التجارية Flex-Hone) صراحةً في وثائق المنتج الخاصة بها على أنه يجب دائمًا استخدام زيت الشحذ أو WD-40 أثناء الاستخدام.
كرامات الماس
تستخدم أدوات شحذ الماس مادة كاشطة الماس الصناعية بدلاً من أحجار أكسيد الألومنيوم أو كربيد السيليكون التقليدية. يتم استخدامها بشكل أساسي على الطلاءات الصلبة مثل Nikasil (كربيد النيكل والسيليكون)، ومركبات السيراميك، وتجويف الكروم الذي من شأنه أن يدمر الأحجار الكاشطة التقليدية بسرعة. يتم استخدام مصقول الألماس بشكل حصري تقريبًا، ويكون اختيار مواد التشحيم أكثر أهمية هنا - يمكن أن تتفاعل الزيوت ذات الأساس البترولي بشكل سيئ مع بعض أدوات صقل الماس، لذلك غالبًا ما تُفضل سوائل القطع القابلة للذوبان في الماء.
مقارنة أنواع العسل لأسطوانات الدراجات النارية
| نوع العسل | أفضل حالة استخدام | التشحيم مطلوب | مستوى المهارة | إزالة المواد |
|---|---|---|---|---|
| جامدة (محملة بنابض) | بعد مملة، الظهور الكامل | دائما مبللة | متوسط-متقدم | معتدلة إلى عالية |
| فليكس هون (بول هون) | Deglazing، الانتهاء من الهضبة | دائما مبللة | مبتدئ-متوسط | منخفض |
| هون الماس | نيكاسيل، كروم، طلاءات صلبة | دائما مبللة (water-soluble preferred) | متقدم | منخفض to Moderate |
| الهضبة هون (CBN) | تشطيبات الأداء ومحركات السباق | دائما مبللة | متقدم | منخفض جدًا (التشطيب فقط) |
اختيار مادة التشحيم المناسبة لأعمال أسطوانات الدراجات النارية
ليس كل مواد التشحيم تعمل بشكل جيد على قدم المساواة في الشحذ. يمكن للزيت الخاطئ أن يلوث التجويف، أو يؤدي إلى تحلل الحجارة الكاشطة بشكل أسرع، أو يتداخل مع عملية القطع. وفيما يلي تفصيل عملي لما يصلح وما يجب تجنبه.
زيت شحذ مخصص
تعتبر المنتجات مثل Sunnen Honing Oil وGoodson Honing Oil والمنتجات المماثلة المعدة لهذا الغرض هي المعيار الذهبي. تم تصميم هذه الزيوت خصيصًا لتوفير اللزوجة المناسبة، وخصائص سوائل القطع، والتشحيم للآلات الكاشطة. فهي تعمل على طرد الجزيئات المعدنية من منطقة القطع، وتقليل تحميل الحجر، ولا تترك ملوثات تتداخل مع خطوات تجميع المحرك اللاحقة. إذا كنت تقوم بأي عمل جاد على أسطوانة دراجة نارية - سواء على دراجة نارية ثنائية الأشواط سعة 125 سم مكعب أو طراد سعة 1200 سم مكعب - فإن زيت الشحذ المخصص هو الاختيار الصحيح.
الكيروسين أو المشروبات الروحية المعدنية
الكيروسين (زيت البارافين) هو البديل الميداني الأكثر استخدامًا لزيت الشحذ المخصص، وهو يعمل بشكل جيد إلى حد معقول. تسمح اللزوجة المنخفضة لها باختراق منطقة القطع وحمل الجزيئات المعدنية بشكل فعال. استخدم العديد من الميكانيكيين المحترفين الكيروسين لعقود من الزمن وحققوا نتائج جيدة باستمرار. تعمل الأرواح المعدنية بالمثل. لا يعتبر أي منهما فعالًا مثل زيت الشحذ المصمم خصيصًا لهذا الغرض، ولكن بالنسبة لميكانيكي DIY الذي يقوم بشحذ أسطوانة دراجة نارية واحدة مرة كل بضع سنوات، فإن الفرق في جودة التجويف النهائي هامشي.
WD-40
يستخدم WD-40 على نطاق واسع كمادة تشحيم لتطبيقات الصقل المرن (الصقل الكروي). إنه خفيف، ويخترق بشكل جيد، ومتوفر بسهولة. إنه خيار مقبول للوظائف المتحللة. ومع ذلك، فإن WD-40 ليس سائل قطع - فهو في المقام الأول مادة تشحيم تعمل على إزاحة الماء ومثبط للتآكل الخفيف. بالنسبة لإزالة المواد الثقيلة باستخدام أدوات صقل صلبة، فإنها لا توفر ما يكفي من التشحيم لمنع تحميل الحجر، كما أن غشاءها الخفيف قد لا يبرد منطقة القطع بشكل كافٍ.
ما لا يجب استخدامه
- زيت المحرك: لزج للغاية ويترك بقايا تلوث سطح التجويف، ومن المحتمل أن تتداخل مع وضع الحلقة.
- سائل ناقل الحركة (ATF): يحتوي على معدّلات احتكاك وإضافات يمكن أن تسد أحجار الصقل وتترك ملوثات سطحية.
- سائل الفرامل: استرطابي وعدواني كيميائيًا - سيتلف المكونات المطاطية القريبة وقد يهاجم الألومنيوم إذا لم تتم إزالته بالكامل.
- الماء وحده: يتسبب في حدوث صدأ سريع في تجاويف الحديد الزهر مباشرة بعد الشحذ، مما يؤدي إلى إتلاف السطح المجهز حديثًا.
- زيت القطع (الكبريت الداكن): يمكن أن تتفاعل مركبات الكبريت الموجودة في زيوت القطع الداكنة مع سبائك النحاس المستخدمة في بعض محامل المحرك وتترك بقعًا على تجاويف الألومنيوم.
كيفية صقل أسطوانة دراجة نارية: عملية خطوة بخطوة
يتطلب صقل أسطوانة الدراجة النارية بشكل صحيح الاهتمام بالتفاصيل والأدوات المناسبة والصبر. تفترض هذه العملية أنك تقوم بعملية إزالة الزجاج أو إعادة السطح الخفيف لتجويف أسطوانة من الألومنيوم أو الحديد الزهر ضمن مواصفات الأبعاد - وليس إعادة التجويف الكامل، الأمر الذي يتطلب معدات ورشة الآلات.
الأدوات والمواد المطلوبة
- الشحذ المرن (الشحذ الكروي) بالقطر الصحيح - عادةً ما يكون أكبر بمقدار 1-2 مم من قطر التجويف من أجل شد الزنبرك بشكل مناسب
- مثقاب كهربائي متغير السرعة قادر على الحفاظ على 300-500 دورة في الدقيقة
- زيت شحذ أو كيروسين أو WD-40
- خرق نظيفة خالية من الوبر
- الماء الساخن والصابون وفرشاة تجويف للتنظيف بعد الصقل
- تتحمل ميكرومتر أو مقياس تتحمل الاتصال الهاتفي
- العدسة المكبرة أو نطاق التجويف (اختياري ولكن يوصى به)
- زيت التجميع النظيف (لحماية التجويف بعد الشحذ)
الخطوة 1: قياس التجويف قبل الشحذ
قبل ملامسة الشحذ للأسطوانة، قم بقياس قطر التجويف في مواقع متعددة - على الأقل ثلاثة أعماق (بالقرب من الجزء العلوي والوسط والأسفل من منطقة السفر الدائري) وعلى محورين متعامدين في كل عمق. يحدد هذا أي حالة تفتق أو خارج الجولة. إذا كان التجويف أكثر من 0.002 بوصة (0.05 مم) مستديرًا أو مدببًا، فإن إزالة التزجيج باستخدام شحذ مرن ليس كافيًا - تحتاج الأسطوانة إلى الحفر أولاً.
الخطوة 2: تأمين الاسطوانة
قم بتركيب الأسطوانة بشكل آمن في ملزمة باستخدام فكوك ناعمة، أو ثبتها على سطح العمل. يجب ألا تتحرك الأسطوانة أثناء الشحذ، حيث أن أي اهتزاز أو تغيير يغير مسار الشحذ وينتج هندسة تجويف غير متساوية. بالنسبة لمحركات الدراجات النارية الصغيرة ذات الأسطوانة الواحدة، يمكن عادةً وضع إبريق الأسطوانة بالكامل مباشرة في ملزمة مبطنة. بالنسبة للمحركات الكبيرة متعددة الأسطوانات، قد يلزم تركيب الأسطوانات الفردية على لوحة التثبيت.
الخطوة 3: ضعي زيت الشحذ بحرية
ضع طبقة سخية من زيت الشحذ على كل من الشحذ المرن وجدار التجويف. لا تكن بخيلًا، فأنت تريد أن يكون التجويف رطبًا بدرجة كافية حتى تتمكن من رؤية لمعان الزيت على السطح. احتفظ بالزيت الإضافي بالقرب منك حتى تتمكن من وضع المزيد أثناء عملية الشحذ. يمكن أن يؤدي تشغيل الشحذ الجاف حتى لبضع ضربات إلى تحميل الكرات الكاشطة وتقليل فعالية القطع بشكل دائم.
الخطوة 4: اضبط سرعة الحفر وابدأ بالتمسيد
أدخل الشحذ المرن في التجويف واضبط المثقاب على ما يقرب من 300-450 دورة في الدقيقة. ابدأ بتحريك الشحذ لأعلى ولأسفل خلال التجويف بمعدل ينتج عنه علامات التظليل المتقاطع. من المبادئ التوجيهية التي يتم الاستشهاد بها بشكل شائع استخدام معدل التمسيد الذي يجعل الشحذ يسافر بطول التجويف بالكامل (بالإضافة إلى ما يقرب من 1/4 طول الشحذ بعد كل طرف) في حركة واحدة سلسة كل 1 إلى 1.5 ثانية.
بالنسبة لأسطوانة دراجة نارية نموذجية بقطر 100 مم مع منطقة انتقال دائرية بقطر 90 مم، عادةً ما يكون الشحذ النشط لمدة 30-60 ثانية كافيًا لإزالة الجليد عن السطح وإنتاج تظليل متقاطع جديد. لا تبالغ في الشحذ - فالشحذ المفرط يزيل الكثير من المواد ويفتح خلوصًا يتجاوز المواصفات.
الخطوة 5: التوقف والانسحاب والتفتيش
بعد 30 ثانية من الشحذ، أوقف المثقاب بينما لا يزال الشحذ في التجويف (لا تقم أبدًا بإزالة الشحذ الدوار - يمكن أن تلتصق الكرات بحافة التجويف وتتلفه)، ثم اسحب الشحذ المتوقف. امسح التجويف بقطعة قماش خالية من الوبر وافحص السطح تحت إضاءة جيدة. يجب أن تشاهد نمطًا موحدًا متقاطعًا يغطي طول التجويف بالكامل مع عدم وجود مناطق زجاجية لامعة متبقية. إذا بقيت البقع الزجاجية، استخدم زيتًا جديدًا واستمر في الشحذ.
الخطوة 6: تنظيف التجويف بدقة
هذه الخطوة هي المكان الذي يرتكب فيه العديد من صانعي محركات DIY خطأهم الأكثر تكلفة. يؤدي الشحذ إلى ترك جزيئات كاشطة وحطام معدني في الوديان الصغيرة لسطح التجويف. إذا لم تتم إزالة هذا الحطام بالكامل، فإنه يعمل كمركب طحن مدمج في حلقات المكبس وجدار التجويف خلال الساعات الأولى من تشغيل المحرك مما يتسبب في تآكل سريع يؤدي إلى إتلاف التجويف والحلقات بشكل دائم.
طريقة التنظيف الصحيحة هي استخدام الماء الساخن والصابون باستخدام فرشاة مجوفة، وليس مذيبًا. تعتبر المذيبات مثل منظف الفرامل أو المشروبات الروحية المعدنية جيدة في إذابة الزيت ولكنها لا تقوم فعليًا بإزاحة الجزيئات الكاشطة من الأودية الصغيرة لسطح التجويف. الماء الساخن مع صابون الأطباق (التوصية الكلاسيكية من صانع المحرك جون إرب والذي شاع لاحقًا من قبل صانع المحرك جون كاليز) يخلق عملية تنظيف ترفع جسديًا وتحمل الجزيئات الكاشطة. افرك التجويف بقوة، ثم اشطفه جيدًا بالماء الساخن النظيف، ثم جففه على الفور وضع طبقة من زيت التجميع النظيف لمنع الصدأ المفاجئ (مهم بشكل خاص للحديد الزهر).
الخطوة 7: القياس النهائي
بعد التنظيف وقبل التجميع، أعد قياس التجويف للتأكد من أنه لا يزال ضمن المواصفات. عادة ما يزيل الصقل الخفيف باستخدام الشحذ المرن أقل من 0.0005 بوصة (0.013 ملم) من المواد - وهو أمر لا يكاد يذكر من حيث التغير في الأبعاد. إذا أظهرت قياساتك إزالة أكثر من المتوقع، فأعد التحقق من أسلوبك وصقل اختيار الحبيبات.
مواد أسطوانة الدراجة النارية وكيفية تأثيرها على أسلوب الشحذ
تغير مادة بطانة الأسطوانة بشكل أساسي الطريقة التي تتعامل بها مع الشحذ. تتطلب المواد المختلفة مواد كاشطة مختلفة، وحبيبات مختلفة، ومواد تشحيم مختلفة، وتشطيبات مختلفة للأسطح المستهدفة.
بطانات الحديد الزهر
تعتبر بطانات الأسطوانات التقليدية المصنوعة من الحديد الزهر - الموجودة في العديد من الدراجات اليابانية القديمة رباعية الأشواط، والدراجات النارية البريطانية، والتوائم الأمريكية على شكل حرف V - هي الأكثر تسامحًا مع الصقل. يحتوي الحديد الزهر على الجرافيت الحر في بنيته المجهرية، والذي يعمل بمثابة مادة تشحيم مدمجة. إنه يصقل جيدًا بأحجار أكسيد الألومنيوم ويستجيب بسهولة للصقل المرن. تتراوح قيم Ra المستهدفة لتجويف الدراجات النارية المصنوعة من الحديد الزهر عادة من 20 إلى 35 ميكروبوصة مع الحلقات التقليدية، أو من 15 إلى 25 ميكروبوصة للحلقات ذات الوجه المولي. يصدأ الحديد الزهر بسرعة - ضع الزيت على التجويف خلال دقائق من استكمال التنظيف.
اسطوانات الألمنيوم (بدون بطانة)
بعض أسطوانات الدراجات النارية - خاصة في المحركات الصغيرة ثنائية الأشواط وبعض المحركات الحديثة رباعية الأشواط - عبارة عن تجاويف من الألومنيوم بدون بطانة منفصلة. وهذا يتطلب كربيد السيليكون أو أكسيد الألومنيوم والاهتمام الدقيق بتراكم الحرارة. تتم إزالة مادة الألومنيوم الأكثر ليونة بشكل أسرع من الحديد، ويعني الهيكل البلوري الأكثر مرونة أنه يمكنك فتح الخلوصات بسرعة عن غير قصد إذا كنت تستخدم حبيبات أو شحذًا شديد العدوانية لفترة طويلة جدًا. يعد الشحذ الرطب أكثر أهمية هنا - ففرق التمدد الحراري بين الألومنيوم وجسم الشحذ الفولاذي يعني أن الشحذ الجاف يخلق تباينًا أكبر في الأبعاد في الألومنيوم مقارنة بالحديد.
نيكاسيل والسيراميك المركب المملون
نيكاسيل (كربيد السيليكون والنيكل) هو الطلاء الصلب المطلي بالكهرباء المستخدم في تجاويف العديد من محركات الدراجات النارية الحديثة وعالية الأداء - بما في ذلك BMW Boxers، والمحركات القائمة على Rotax، والعديد من الدراجات الرياضية اليابانية. تعمل الطلاءات الخزفية المركبة مثل SCEM (المواد الكهروكيميائية المركبة من سوزوكي) وNSS (كاواساكي) بشكل مشابه. هذه الطلاءات صلبة للغاية - عادةً ما تتراوح بين 800 إلى 1000 على مقياس صلابة فيكرز - ولا يمكن شحذها باستخدام مواد كاشطة تقليدية من أكسيد الألومنيوم أو كربيد السيليكون. . يمكن فقط للمواد الكاشطة الماسية أو CBN (نيتريد البورون المكعب) قطع هذه الأسطح بفعالية.
شحذ مثاقب نيكاسيل هو عمل متخصص. الهدف Ra أكثر إحكامًا من الحديد الزهر - عادةً 10-20 ميكروبوصة - ويجب استخدام شحذ الماس مبللاً بسائل قطع قابل للذوبان في الماء. والأهم من ذلك، أن تجاويف نيكاسيل التي تضررت بسبب الوقود الملوث بالإيثانول (يؤدي الإيثانول إلى ذوبان نيكاسيل تدريجيًا مع مرور الوقت) لا يمكن إنقاذها عن طريق الشحذ - يجب إعادة طلاء الأسطوانة أو استبدالها. لقد كانت هذه مشكلة كبيرة في الأسواق التي يكون فيها مزيج الإيثانول E10 أو أعلى شائعًا، مما يؤثر بشكل خاص على الدراجات النارية القديمة من سلسلة BMW R منذ منتصف التسعينيات.
الثقوب المبطنة بالكروم
تم استخدام طلاء الكروم الصلب بشكل شائع في أسطوانات الدراجات النارية ثنائية الشوط - ولا يزال يستخدم في بعض تطبيقات السباق ثنائية الشوط عالية الأداء - لأن صلابة الكروم ومعامل الاحتكاك المنخفض مثاليان لبيئة التجويف المكشوفة للمنفذ لمحرك ثنائي الشوط. تتطلب تجاويف الكروم مواد كاشطة ماسية للشحذ، وتكون مواصفات تشطيب السطح ضيقة. كما هو الحال مع نيكاسيل، عادةً ما يتم إرسال أعمال الكروم إلى متخصص.
الاختلافات في شحذ أسطوانة الدراجة النارية ثنائية الأشواط مقابل رباعية الأشواط
تخلق الاختلافات الأساسية بين تصميمات المحركات ثنائية الشوط وأربعة أشواط متطلبات شحذ مختلفة غالبًا ما تربك الميكانيكيين الذين يعملون في كلا النوعين.
اسطوانات ثنائية الشوط
في محرك دراجة نارية ثنائي الشوط، تفتح منافذ المكبس وتغلق ممرات السحب والعادم عن طريق المرور عبرها في التجويف. وهذا يعني أن سطح التجويف يتم مقاطعته بواسطة فتحات المنافذ - يجب أن يعبر الشحذ هذه الفتحات في كل ضربة. يمكن لحواف هذه المنافذ أن تعرقل أحجار الصقل وتتسبب في قطع غير متساوٍ أو إتلاف الشحذ.
تستخدم الأسطوانات ثنائية الشوط عادةً تجاويف الكروم أو نيكاسيل بدلاً من الحديد الزهر، لأن المنافذ ستنشئ رافعات ضغط في مادة بطانة أكثر ليونة. يتطلب شحذ الأسطوانات ثنائية الشوط بفتحات المنافذ ضربات قصيرة ومضبوطة واهتمامًا دقيقًا بنقاط الدخول والخروج الخاصة بالشحذ. يستخدم العديد من الفنيين أداة شطب لإزالة حواف المنافذ قليلاً قبل الشحذ لتقليل خطر اصطياد أحجار الشحذ.
يختلف تكوين حلقة المكبس أيضًا: تستخدم المكابس ثنائية الشوط عادةً حلقة واحدة سميكة (أحيانًا اثنتين) مع دبوس تحديد موقع لمنع الحلقة من الدوران والالتقاط في المنفذ. تختلف الواجهة من الحلقة إلى التجويف في السكتة الدماغية عن رباعي الأشواط، وقد تختلف زاوية التظليل المتقاطع المطلوبة - يفضل بعض المتخصصين في الشوطين زاوية التظليل المتقاطع الضحلة البالغة 30-35 درجة بدلاً من معيار 45 درجة لأربعة أشواط.
اسطوانات رباعية الأشواط
تعتبر أسطوانات الدراجات النارية رباعية الأشواط أكثر تقليدية - وهي عبارة عن سطح تجويف متواصل من الأعلى إلى الأسفل، مع صمامات يتم تشغيلها عن طريق الرأس بدلاً من المنافذ الموجودة في التجويف. وهذا يجعل الأسطوانات رباعية الأشواط أكثر سهولة في الصقل، ويمكن استخدام الشحذ الصلب التقليدي والشحذ المرن بحرية دون القلق بشأن حواف المنافذ.
يتطلب تكوين الحلقة بأربعة أشواط - عادة حلقة ضغط علوية، وحلقة ضغط ثانية، وحلقة التحكم في الزيت - أن يدعم سطح التجويف احتجاز الزيت في حلقة الزيت مع الحفاظ على إحكام إحكام حلقات الضغط. تم تحسين التظليل المتقاطع بزاوية 45 درجة لهذا التكوين متعدد الحلقات. يحمل الزنبرك الموسع الخاص بحلقة الزيت القضبان المزدوجة على التجويف بقوة كبيرة، ويوفر التظليل المتقاطع نسيجًا كافيًا للاحتفاظ بالزيت دون حدوث قدر كبير من الخشونة بحيث لا يمكن لقضبان حلقة الزيت أن تتوافق بشكل صحيح.
أخطاء الشحذ الشائعة التي تدمر تجاويف أسطوانة الدراجة النارية
حتى الميكانيكيون ذوو الخبرة يرتكبون أخطاء يمكن تجنبها عند شحذ أسطوانات الدراجات النارية. هذه هي الأخطاء التي تظهر بشكل شائع على أنها مشاكل في الجلوس الدائري، أو استهلاك الزيت، أو التآكل المبكر بعد إعادة البناء.
استخدام الحصى الخاطئ
إن استخدام الشحذ الخشن (80 أو 120 حصى) المستخدم كطبقة نهائية يترك التجويف خشنًا للغاية. ستستغرق عملية تثبيت الحلقة وقتًا أطول بكثير، وفي بعض الحالات، تطوى قمم السطح الخشن فعليًا وتخلق جزيئات كاشطة مدمجة في جدار التجويف. على العكس من ذلك، فإن الشحذ الدقيق المستخدم على التجويف الذي يحتاج إلى قطع أكثر قوة يهدر الوقت ويحمل بسرعة. قم بمطابقة الحصى مع المهمة: خشن لإزالة المواد بعد التجويف، وناعم (240-320) لإزالة التزجيج النهائي والتظليل المتقاطع على التجويف الموجود بالفعل في المواصفات.
سرعة التمسيد غير متناسقة
يؤدي تغيير سرعة التمسيد أثناء تمريرة الشحذ إلى تغيير زاوية التظليل المتقاطع. إذا تحركت بشكل أسرع في الأعلى وأبطأ في الأسفل، فسوف تنتج تجويفًا بزوايا متقاطعة غير متناسقة من الأعلى إلى الأسفل - أكثر إحكامًا في الأعلى حيث أبطأت، وأكثر عمقًا في الأسفل حيث قمت بزيادة السرعة. وينتج عن ذلك توزيع غير متناسق لفيلم الزيت ومقاعد دائرية غير متساوية. تدرب على إيقاع التمسيد المتسق قبل وضع الشحذ على التجويف.
عدم تمديد الشحذ إلى ما بعد نهايات التجويف
إذا لم يمتد الشحذ أبدًا إلى ما هو أبعد من الحواف العلوية والسفلية للتجويف أثناء السكتة الدماغية، فستتلقى تلك المناطق حركة كاشطة أقل من منتصف التجويف. والنتيجة هي تجويف أكثر إحكامًا في الأعلى والأسفل (حيث يحدث انعكاس الحلقة) منه في المنتصف - وهو عكس ما تريده تمامًا. اسمح للشحذ أن يمتد بحوالي ربع طوله بعد كل طرف من طرفي التجويف في كل ضربة.
عدم كفاية التنظيف بعد الصقل
كما تمت مناقشته في خطوة التنظيف أعلاه، فإن استخدام المذيب بدلاً من الماء الساخن والصابون يترك جزيئات كاشطة في التجويف. العواقب وخيمة. في إحدى دراسات حالة بناء المحرك الموثقة جيدًا، أظهر المحرك الذي أعيد بناؤه باستخدام تجاويف نظيفة بالمذيبات (ولكن ليس مغسولة بالماء) قياسات تآكل حلقة المكبس تبلغ 0.003 بوصة بعد 500 ميل - وهي كمية تستغرق عادةً 50000 ميل في التجويف المنظف بشكل صحيح. تعمل الحبيبات المدمجة كمركب ملتف، وبحلول الوقت الذي يصبح فيه تآكل الحلقة مرئيًا، غالبًا ما يتضرر التجويف نفسه بما يتجاوز الحد الكبير التالي.
شحذ تتحمل كبيرة الحجم بالفعل
يحاول الميكانيكيون أحيانًا صقل التجويف الذي وصل بالفعل إلى الحد الأقصى للحجم الكبير، على أمل تنظيف بعض علامات التآكل أو التآكل. إذا أدى الشحذ إلى تجاوز التجويف الحد الأقصى لمواصفات الحجم الكبير، فلا يوجد مكبس كبير الحجم متاح ليناسبه بشكل صحيح. قم دائمًا بالقياس قبل الشحذ وتأكد من وجود مادة كافية متبقية للخطوة التالية ذات الحجم الكبير قبل إزالة أي معدن.
استخدام Flex-Hone عند الحاجة إلى التجويف
لا يمكن للشحذ المرن تصحيح التجاويف الخارجية أو المدببة - فهو يتوافق مع الشكل الحالي للتجويف ويكشط جميع الأسطح بشكل موحد، لذلك إذا كان التجويف بيضاويًا، فإنه يظل بيضاويًا. تتطلب الظروف خارج الدائرة التي تزيد عن 0.002 بوصة (0.05 مم) أو الاستدقاق الذي يزيد عن 0.002 بوصة مملة، وليس شحذًا. إن استخدام الشحذ المرن على التجويف الذي يحتاج إلى مملة يمنحك تجويفًا به علامات متقاطعة جديدة ولكن لا تزال هندسة رديئة - وحلقات لا يمكن إغلاقها بشكل صحيح أبدًا.
الخلوص من المكبس إلى الجدار وأهمية شحذ الدقة
إن الشحذ يخدم في نهاية المطاف تحقيق الخلوص الصحيح من المكبس إلى الجدار. هذه هي الفجوة بين حافة المكبس وجدار التجويف، ويتم قياسها عند وجه دفع المكبس (عموديًا على محور دبوس الرسغ) أسفل الحافة.
تختلف مواصفات الخلوص النموذجي من المكبس إلى الجدار لمحركات الدراجات النارية بشكل كبير حسب التطبيق:
| نوع المحرك | نطاق التخليص النموذجي | ملاحظات |
|---|---|---|
| الشارع رباعي الأشواط، تجويف من الحديد الزهر | 0.001–0.002 بوصة (0.025–0.05 ملم) | نطاق مواصفات OEM القياسية |
| شارع رباعي الأشواط، تجويف من الألومنيوم | 0.002–0.003 بوصة (0.05–0.076 ملم) | يتطلب التمدد الحراري العالي مزيدًا من الخلوص |
| الأداء / السباق رباعي الأشواط | 0.003–0.005 بوصة (0.076–0.127 ملم) | درجات حرارة تشغيل أعلى، تتوسع المكابس المطروقة بشكل أكبر |
| ضربتين، تتحمل الكروم | 0.002–0.004 بوصة (0.05–0.10 ملم) | يختلف على نطاق واسع حسب النزوح |
يؤدي الخلوص الضيق جدًا إلى جرجر المكبس عندما يصل المحرك إلى درجة حرارة التشغيل ويتوسع المكبس لسد الفجوة المتبقية. إن الخلوص الكبير جدًا يسمح بصخور المكبس، ويزيد من نفخ الحلقة، وينتج ضوضاء ميكانيكية ("صفعة المكبس")، وغالبًا ما يؤدي إلى تآكل سريع للتجويف والمكبس. يجب التحكم في عملية الشحذ بدقة كافية بحيث يكون قطر التجويف النهائي ضمن 0.0005 بوصة (0.013 مم) من البعد المستهدف - التسامح الذي يتطلب قياسًا دقيقًا وإزالة المواد المقيدة.
متى يجب الصقل ومتى يتم إرسال أسطوانة الدراجة النارية إلى ورشة الآلات
ليست كل حالة أسطوانة تتطلب نفس الاستجابة. إن فهم حدود ما يمكنك القيام به في المنزل مقابل ما يتطلب تصنيعًا احترافيًا يمنع حدوث أخطاء مكلفة.
يكون الشحذ بنفسك مناسبًا عندما:
- التجويف ضمن مواصفات الأبعاد (في حدود 0.002 بوصة مستديرة ومستقيمة)
- التجويف مزجج من الاستخدام الممتد ولم تعد الحلقات مثبتة بشكل صحيح
- يتم تركيب حلقات مكبس جديدة بدون ثقب، ويحتاج التجويف إلى تظليل متقاطع جديد لكسر الحلقة
- يجب تنظيف الصدأ السطحي الخفيف أو الحفر الطفيفة الناتجة عن التآكل (على الرغم من أن الحفر العميق يتطلب مملة)
- مادة التجويف مصنوعة من الحديد الزهر أو الألومنيوم القياسي - وليس نيكاسيل أو الكروم
مطلوب عمل ورشة الآلات المهنية عندما:
- يبلغ حجم التجويف أكثر من 0.002 بوصة بشكل دائري أو مدبب - هناك حاجة إلى ممل
- تحتوي الأسطوانة على حز عميق نتيجة الاستيلاء على المكبس - مما يتطلب الحفر أو الاستبدال
- مادة التجويف هي نيكاسيل، أو مركب السيراميك، أو الكروم - هناك حاجة إلى أدوات ماسية متخصصة
- يجب ضبط الخلوص من المكبس إلى الجدار بدقة لقبول المكابس كبيرة الحجم
- أسطوانة ثنائية الشوط مع تلف المنفذ الذي يمتد إلى سطح التجويف
- أي موقف يتطلب دقة أبعاد أفضل من ±0.001 بوصة
تتراوح أسعار ورشة الآلات لحفر وشحذ أسطوانات الدراجات النارية عادةً من 40 دولارًا إلى 120 دولارًا لكل أسطوانة اعتمادًا على قطر التجويف والمواد والمنطقة. بالنسبة لأسطوانة دراجة نارية تحتاج إلى تصحيح هندسي حقيقي، فهذا هو المال الذي يتم إنفاقه بشكل جيد - فمحاولة إصلاح تجويف ملتوي أو كبير الحجم بشحذ مرن بقيمة 20 دولارًا من متجر قطع غيار السيارات لن يؤدي إلا إلى أسطوانة لا تزال بحاجة إلى ورشة الآلات، بالإضافة إلى شحذ مرن مهدر.
اقتحام حلقة بعد شحذ أسطوانة دراجة نارية
إن أسطوانة الدراجة النارية المصقولة بشكل صحيح ليست سوى البداية. تحدد عملية اقتحام الحلقة — الساعات القليلة الأولى من التشغيل بعد التجميع — مدى توافق الحلقات مع التجويف والمدة التي سيحافظ فيها المحرك على ضغط جيد واستهلاك منخفض للزيت.
أثناء الاقتحام، تتآكل النقاط العالية (القمم) لنمط التظليل المتقاطع تدريجيًا تحت ضغط الحلقة، مما يخلق سطح هضبة حيث ترتكز الحلقات على قمم مسطحة مع وديان تحتفظ بالنفط بينها. يحدث تأثير شحذ الهضبة بشكل طبيعي أثناء الاقتحام، ولكنه يتطلب أن تكون النهاية الأولية للسطح صحيحة - إذا كان Ra خشنًا للغاية، فإن الاقتحام يستغرق وقتًا طويلاً ويكون تآكل الحلقة مفرطًا؛ إذا كانت ناعمة جدًا، فلن تتمكن الحلقات من توليد احتكاك كافٍ لتتوافق بشكل صحيح.
بروتوكول الاختراق لمحركات الدراجات النارية
- قم بتشغيل المحرك واتركه يصل إلى درجة حرارة التشغيل — عادةً من 5 إلى 10 دقائق عند استخدام دواسة الوقود المتغيرة، لتجنب استمرار الخمول.
- أوقف تشغيل المحرك واتركه حتى يبرد تمامًا إلى درجة حرارة الغرفة. تساعد هذه الدورة الحرارية على تثبيت الحلقات من خلال السماح للتجويف والمكبس بالتمدد والتقلص، مما يجعل الأسطح متوافقة مع بعضها البعض.
- كرر عملية الدورة الحرارية مرتين إلى ثلاث مرات قبل الرحلة الأولى.
- خلال أول 500 ميل، قم بتغيير دواسة الوقود بشكل مستمر وتجنب ارتفاع عدد الدورات في الدقيقة بشكل مستمر - وهذا يمنع تزجيج الحلقات في وضع الجلوس جزئيًا.
- قم بتغيير زيت المحرك عند مسافة 500 ميل لإزالة الجزيئات المعدنية الناتجة عن عملية الجلوس الدائري.
- تجنب السحب الخفيف على دواسة الوقود وتجنب ارتفاع عدد الدورات في الدقيقة بشكل مستمر حتى اكتمال تغيير الزيت الأول. كلا الطرفين يمنعان الجلوس الدائري المناسب.
ستظهر أسطوانة دراجة نارية مصقولة جيدًا مع حلقات مكسورة بشكل صحيح قراءات ضغط ثابتة بمقدار 500-1000 ميل ويجب أن تحافظ على هذه القراءات طوال عمر المحرك. إذا كانت قراءات الضغط لا تزال ترتفع أو تتباين بشكل كبير بعد 1000 ميل، فهذه علامة على أن عملية الشحذ أو الاقتحام لم تكن مثالية.
 لأجزاء محرك Yamaha")

 أسطوانة دراجة نارية Yamaha من سبائك الألومنيوم مقاومة للتآكل")
 أسطوانة محرك Yamaha متينة")
 أسطوانة محرك دراجة نارية Yamaha الألومنيوم عالية الأداء")
 مكونات دراجة نارية من سبائك الألومنيوم Yamaha")
 أجزاء محرك أسطوانة الدراجات النارية Yamaha")
 أسطوانة محرك Yamaha الألومنيوم المبردة بالماء")
